Get Professional Water Solutions
Customized Designs For Seawater Desalination & Automatic Filling Systems.
Customized Designs For Seawater Desalination & Automatic Filling Systems.
Customized Designs For Seawater Desalination & Automatic Filling Systems.

In modern manufacturing, water is a critical infrastructure asset. When standard filtration systems cannot meet demanding purity requirements, companies rely on a more powerful configuration: an industrial reverse osmosis system. From large-scale food and beverage packaging to chemical processing, raw water from rivers, deep borewells, or municipal grids contains heavy dissolved salts, silica, and minerals. Left untreated, these contaminants foul downstream equipment, scale high-pressure boilers, and alter sensitive chemical formulas.

Implementing a high-configuration industrial reverse osmosis system is the most reliable way to remove up to 99.8% of total dissolved solids (TDS), converting unpredictable raw water into a highly consistent corporate asset.
To achieve this, working with an experienced water treatment company ensures that your system features the exact multi-barrier engineering, metallurgy, and automation needed to handle complex process streams.
Selecting the right equipment manufacturer is just as important as the filtration technology itself. Anhui Xinke Water Treatment Equipment Co., Ltd. (China) is a global leader in designing, manufacturing, and deploying custom, high-configuration water treatment solutions.
At its core, standard filters function like a basic mesh screen, physically blocking large sediment while letting dissolved matter pass through. An industrial reverse osmosis system operates using a much tighter, molecular separation technique known as cross-flow filtration.
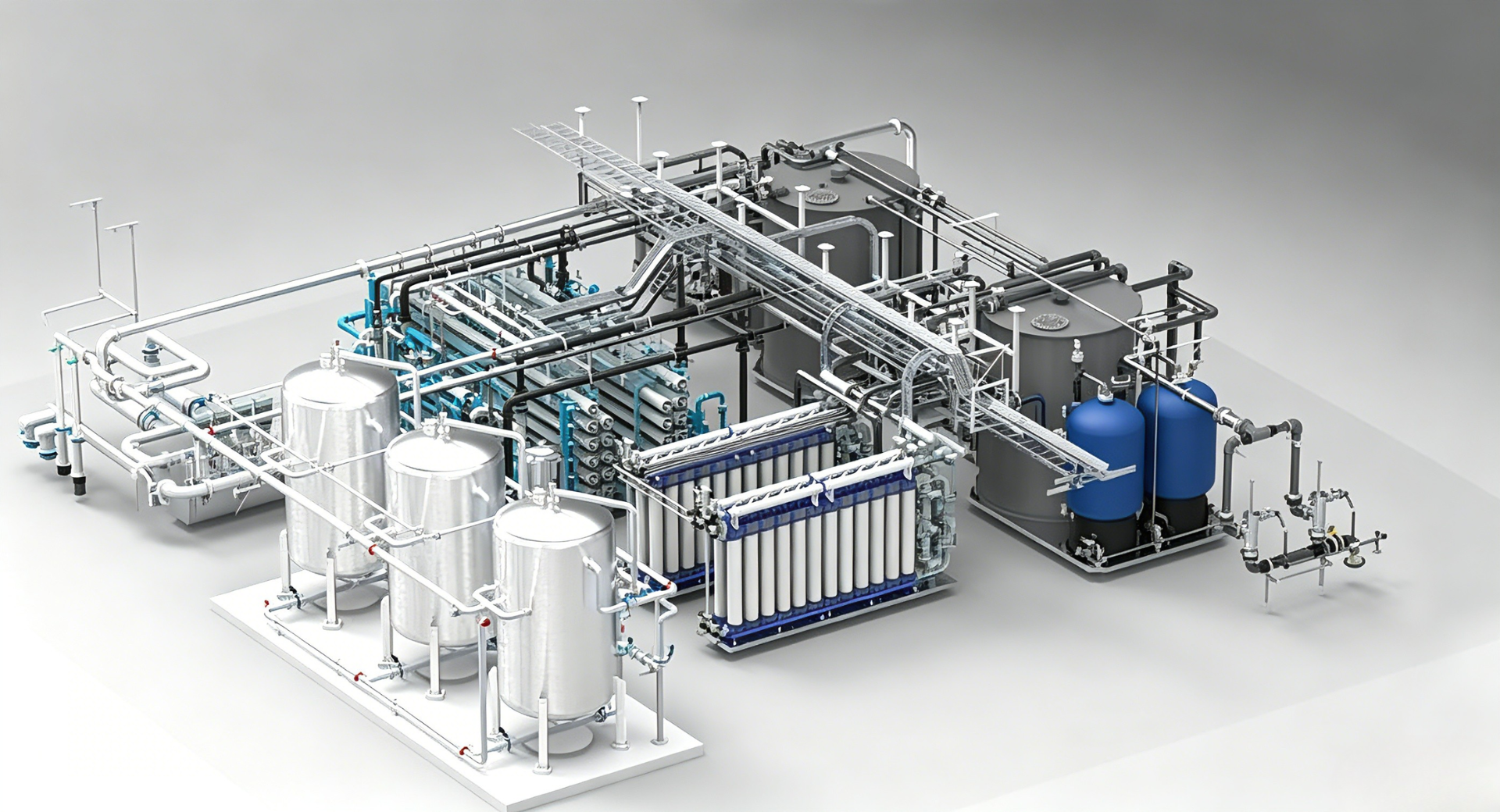
A high-performance industrial reverse osmosis system cannot operate reliably in isolation. To prevent premature fouling, scaling, and expensive membrane replacements, a complete plant layout must utilize a structured, multi-barrier design:
Before raw water contacts the delicate reverse osmosis elements, it must undergo thorough conditioning:
This is the purification center of the plant. Depending on the target output quality, configurations range from standard single-pass skids to advanced two-pass reverse osmosis systems engineered for ultra-pure water loops, pharmaceutical compounding, or high-pressure utility boiler feed infrastructure.
Over extended operation, trace membrane accumulation is inevitable. An integrated Membrane Clean-In-Place (CIP) system allows plant operators to perform periodic, automated chemical flushes through the membrane vessels without dismantling the equipment, completely restoring membrane flux and significantly extending element lifespans.

Modern water treatment industries depend heavily on high-recovery RO configurations to maintain strict production standards and protect factory plumbing infrastructure:
Procuring a large-scale industrial reverse osmosis system requires looking beyond flow rate and upfront costs. To receive an accurately sized, efficient quote that avoids operational downtime, verify these four essential engineering benchmarks with your supplier:
| Evaluation Benchmark | Why It Matters for Your Factory | Technical Goal |
| Comprehensive Water Analysis | Identifies exact TDS, silica, iron, and Silt Density Index (SDI) levels. | Prevents choosing wrong membrane chemistry. |
| Hourly Output Capacity ($m^3/h$) | Accounts for peak manufacturing demands, not just daily averages. | Ensures continuous production supply. |
| Target Permeate Quality | Determines if your process requires single-pass RO or two-pass RO + EDI. | Meets precise application standards. |
| Automation & Telemetry Level | Controls automated backwashing, pneumatic flushes, and remote tracking. | Lowers labor costs via unattended operation. |

Investing in a premium, custom-engineered industrial reverse osmosis system is a definitive strategy to protect your production quality, safeguard multi-million dollar machinery assets, and insulate your business from rising water costs and shifting environmental discharge rules.
Partnering with an established global manufacturer like Anhui Xinke Water Treatment Equipment Co., Ltd. ensures your plant is built with world-class component technology, advanced automation, and highly corrosion-resistant metallurgy. This transforms a complex water management challenge into a stable, automated, and highly profitable utility asset for your facility.

WeChat ID: 13966123546
Scan to Chat

